Plasterboard
- Home
- Drymix mortar industry
- Other Industry
- Plasterboard


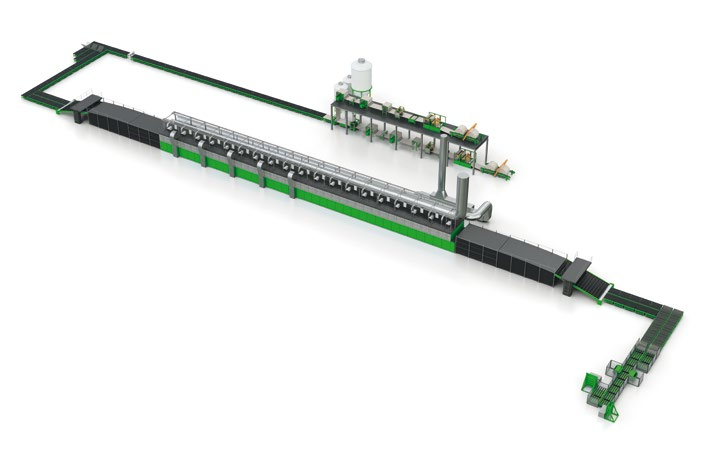
The production of plasterboard/drywall is a highly automated, continuous industrial process. Its core principle involves pouring gypsum slurry between two layers of facing paper, which is then formed, set, cut, and dried to create lightweight building panels.
The following outlines the core process flow of a standard production line:
1. Raw Material Preparation and Batching
Core Raw Materials: Building gypsum powder, facing paper, water.
Key Additives:Foaming agent: Generates uniform bubbles via a specialized foaming system to reduce panel weight.Superplasticizer: Lowers the water-to-cement ratio, improves strength, and reduces drying energy consumption.Binder (modified starch): Ensures strong adhesion between the gypsum core and the facing paper.Coagulant: Controls rapid hardening of the slurry before it enters the dryer.Glass fiber: Enhances the panel’s toughness and fire resistance.
2. Slurry Mixing and Forming
- Mixing: All raw materials are mixed at high speed in a vertical mixer to form a uniform slurry.
- Extrusion Molding: The slurry flows onto the lower facing paper, which is then covered by the upper facing paper. The thickness (e.g., 9.5 mm, 12 mm) is adjusted using a forming extruder, and the board edges are finished (straight edges or wrapped edges).
3. Setting and Conveying
- Initial Setting: The formed panels move slowly along a setting conveyor belt that can be hundreds of meters long.
- Marking and Cutting: When the gypsum core reaches a certain hardness, an automatic cutting machine performs cross-cutting according to the preset length (e.g., 2400 mm).
4. Panel Turning and Drying (Most Energy-Intensive Stage)
- Turning and Loading into the Kiln: The cut panels are fed into the multi-layer dryer via a panel turner.
- Drying Control: Hot air (gas or steam) is used to remove excess free water from the gypsum core.
- Note: Temperature must be precisely controlled to prevent overheating, which causes the gypsum to dehydrate and become brittle (over-drying), or insufficient temperature, which results in poor bonding (moisture retention).
5. Finishing
Discharge and Trimming: The dried panels undergo precision trimming to ensure uniform dimensions.
Stacking and Packaging: An automatic stacker arranges the panels by sheet count, applies labels to the sides, and transfers them to the warehouse.
Types of Gypsum Board
- Standard Gypsum Board (White Board/Gray Board)
- Water-Resistant Gypsum Board (Green Board)
- Fire-Resistant Gypsum Board (Red Board)
- Moisture-Resistant Plasterboard (Blue Board/Green Board)
Recommended additives
- Water-reducing agent
- Modified starch
- Foaming agent
- Water-repellent agent
In the production of paper-faced gypsum board, water-reducing agents are essential additives for improving production efficiency and reducing energy consumption. Since gypsum board production places extremely high demands on initial flowing properties and late-stage drying speed, the selection of water-reducing agents is critical.
Core Functions
- Reduce the Water-to-Cement Ratio: Reduces the amount of mixing water while ensuring the gypsum slurry maintains good flowing properties.
- Energy Savings and Reduced Consumption: Reducing excess free water significantly decreases the fuel (natural gas or steam) required for dehydration in the drying kiln, which is the most direct means for gypsum board manufacturers to reduce costs.
- Enhancing Strength: A lower water-to-cement ratio results in a denser gypsum core structure, thereby improving the board’s compressive strength and the bonding strength of the facing paper.
- Regulating Setting: Some superplasticizers have a mild retarding effect, which helps the slurry spread evenly on the forming belt.
In the production of paper-faced gypsum board, modified starch serves as the “binder” between the face paper and the gypsum core.
Here are the key roles of modified starch in gypsum board:
1. Core Function: Strong Bonding
- Bridge Function: As the gypsum hardens, the modified starch migrates with the moisture to the interface between the gypsum core and the face paper.
- Penetration and Film Formation: It forms a tough polymer film between the paper fibers and the gypsum crystals, binding the two together and ensuring that the face paper does not peel off when subjected to shearing forces, nailing, or moisture.
2. Why Must It Be “Modified” Starch?
Ordinary native starch (such as raw corn starch) cannot function effectively during the rapid drying process of gypsum board due to its high molecular weight and poor solubility.
- Low-Temperature Gelatinization: Modified starch (such as acid-modified starch or oxidized starch) dissolves and exhibits viscosity at lower temperatures, perfectly matching the temperature profile of the gypsum board drying kiln.
- Low Viscosity, High Penetration: Modification reduces viscosity, allowing it to easily penetrate the fiber pores of the facing paper.
3. Process Requirements
Migration: Modified starch must possess good migration capabilities to ensure it moves accurately toward the paper-gypsum interface as moisture evaporates, rather than remaining inside the gypsum core.
Resistance to Aging: Ensures that the bonding strength of the gypsum board does not fail due to changes in environmental humidity even after years of use.
In the production of paper-faced gypsum board, the foaming agent is the key additive for achieving a “lightweight” board. Its primary function is to introduce a large number of uniform and stable air bubbles into the gypsum slurry, thereby reducing the board's density.
Core Functions
- Weight Reduction: By displacing solid material with air bubbles, the weight of gypsum board is reduced from over 10 kg for solid boards to approximately 7 kg/m² – 9 kg/m² for standard boards, facilitating transportation and installation.
- Cost Reduction: Air bubbles serve as a substitute for expensive gypsum powder, significantly lowering the raw material cost per sheet.
- Improved Panel Performance: The uniform bubble structure helps dissipate stress, enhancing the panel’s toughness and sound insulation properties, while also facilitating moisture release during the drying process.
In the production of paper-faced gypsum board (especially water-proofing paper-faced gypsum board, also known as “green board”), water repellents are the key additives that impart hydrophobic properties to the board core.
Gypsum itself is a hydrophilic, porous material; without water repellents, it will rapidly absorb water when exposed to moisture, leading to a sudden drop in strength, delamination of the paper facing, or mold growth.
1. Core Functions
- Reduce Water Absorption: Controls the water absorption rate of gypsum board to within 5%–10% (ordinary boards typically exceed 30%).
- Preserve Strength: Prevents moisture from entering the gaps between gypsum crystals, which could cause structural loosening.
- Mold and Rot Prevention: Blocks moisture penetration, reducing conditions for mold growth at the source.
2. Mainstream Types: Silicone Water Proofing Agents (Silicone Oil/Emulsion)
Currently, the most mainstream and effective option in the industry is methyl hydrogen silicone oil (hydrogenated silicone oil) and its emulsions.
- Principle: During the hydration of gypsum, silicone molecules coat the surface of gypsum crystals, forming an extremely thin hydrophobic film that prevents water from wetting the gypsum micropores, creating a “lotus effect.”
- Advantages: Extremely high weather resistance; does not affect the hardening speed or final strength of the gypsum.
3. Other Auxiliary TypesParaffin Emulsion: Relatively inexpensive, but with a short water proofing lifespan. Furthermore, if used in large quantities, it can severely impair the adhesion between the face paper and the gypsum core (leading to paper delamination).Stearates (e.g., calcium stearate): Commonly used in dry-mix mortars, but rarely applied in continuous gypsum board production lines due to their inferior dispersibility compared to liquid silicones.4. Key Selection Criteria: “Conflicts” That Must Be ResolvedWater proofing vs. Adhesion: Water proofing agents inherently possess “repellent” properties. If selected improperly, they can prevent modified starch from penetrating the paper, resulting in paper delamination in water-resistant boards. Therefore, high-quality water proofing agents must undergo special modification to ensure water proofing without interfering with adhesion.Stability: It must withstand the high temperatures of the drying kiln (typically 150°C–200°C) without losing effectiveness.5. Recommended DosageSilicone Emulsion: The typical dosage is 0.4%–1.0% of the gypsum powder weight (i.e., 4 kg–10 kg per ton).
Technical Experience:
When manufacturing water-resistant panels, in addition to adding a water proofing agent to the core, the face paper must also undergo water proofing treatment (typically by adding rosin glue or AKD during the papermaking process). If only the core is water proofed while the paper is not, the panel will still bubble and warp due to water absorption by the paper.
FAQ
- 1Why Polycarboxylate Superplasticizers Are the Future?
In the production of paper-faced gypsum board, specialized polycarboxylate superplasticizers (PCE) will completely replace naphthalene-based superplasticizers, primarily because they address three key industry challenges: energy consumption, strength, and compatibility:
1. Ultra-high water reduction rate = Extremely low energy consumption (the key to cost savings)
- Water Reduction Range: Polycarboxylate superplasticizers can achieve a water reduction rate of 25%–35%, whereas naphthalene sulfonate superplasticizers only reach 10%–15%.
- Reduced Drying Costs: In gypsum board production, the less water added, the less natural gas or steam required for the drying kiln. For a factory with an annual output of 10 million square meters, fuel costs alone can be reduced by several million yuan.
2. Minimal “Damage” to Gypsum Crystals (High Strength)
- Molecular Structure: Polycarboxylate possesses a unique “long side chain” steric hindrance effect. Unlike naphthalene-based admixtures, it does not severely interfere with the orderly growth of gypsum crystals.
- Result: At the same density, gypsum products using polycarboxylic acid exhibit higher hardness and better toughness, are less prone to brittle cracking, and maintain excellent face paper adhesion.
3. Perfect Compatibility with Foaming Systems (Does Not Deflate Bubbles)
- Low Surface Activity: Traditional water-reducing agents often have soap-like properties that can chemically conflict with foaming agents, causing “bubble collapse.”
- Customization: Modern polycarboxylate can be formulated as a “low-air-entraining type,” which allows the fine bubbles generated by the foaming agent to remain stable in the slurry, ensuring the panels are both lightweight and rigid.
4. Eco-Friendly (Policy Trend)
- Pollution-Free: The production process does not use formaldehyde (naphthalene-based products contain residual formaldehyde), fully meeting the stringent requirements for VOC and environmental protection in modern interior decoration.
- 2What Type of Starch Should Be Used for Gypsum Board?
In the production of paper-faced gypsum board, ordinary raw starch (such as raw corn flour) cannot be used directly; instead, specially treated modified starch must be selected.
Currently, the most widely used and effective type in the industry is: acid-modified starch.
1.Preferred Type: Acid-Modified Corn Starch
This is the standard choice in the gypsum board industry, and its core advantages are:
- Low viscosity, high flowing properties: Acid treatment reduces the molecular weight of the starch, giving it excellent mobility in the slurry, allowing it to precisely “migrate” with the moisture to the interface between the gypsum core and the facing paper.
- Low gelatinization temperature: Its gelatinization point typically falls between 55°C–65°C, perfectly matching the temperature curve in the initial section of the gypsum board drying kiln to ensure a bonding film forms before moisture evaporates.
- High penetrating power: It easily penetrates the fiber pores of the facing paper, achieving a “nail-like” gripping effect.
2. Alternative/Supplementary Type: Oxidized Starch (Oxidized Starch)
- Features: Better film-forming properties, whiter color, and some antibacterial effects.
- Disadvantages: Penetration is slightly inferior to acid-modified starch, and the cost is typically higher.
- Applications: Commonly used in specialty gypsum boards with extremely high aesthetic requirements or those requiring exceptional surface hardness.
3. For High-Grade/Specialty Boards: Pregelatinized Starch
- Characteristics: Soluble in cold water; exhibits viscosity without heating.
- Applications: Typically used as a supplementary additive to improve slurry stability and wet bonding strength during the initial stages.
Key Selection Criteria (Purchasing Reference)
When selecting a supplier, in addition to confirming that the product is “acid-modified,” pay attention to the following parameters:
- Viscosity: Typically required to be within 5.0–15.0 mPa·s (tested at specific concentrations and temperatures). Excessively high viscosity can cause immobility during migration, leading to paper peeling.
- pH: Should be maintained between 5.0–7.0 to avoid excessive acidity or alkalinity affecting the gypsum’s setting time.
- Fineness: Must pass through a 100-mesh screen to ensure rapid dispersion in the mixer without caking.
Expert Advice:
If you notice paper peeling off after the gypsum board dries, first check whether the starch’s gelatinization temperature is too high (causing the water to evaporate before it can bind). If you notice the board core becoming soft, it may be due to excessive starch content (typically recommended at 3.5–6.0 kg/ton) or excessive modification.
Applications you may be interested in
Dry-mix mortars
Gypsum plasterboard and bricklaying
Concrete and cement
Cement production
Architectural coatings
Products you may be interested in
Dry-mix mortar additives
Concrete admixtures
Building paint additives
Gypsum plasterboard additives
Contact Us
Sales@Vitchem.de
Our Vision:
ViTchem specialises in construction chemistry, seeking the best solutions to make our clients’ products more efficient, more practical, more appealing, more reliable and more profitable.